- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик









स्किड स्टीयर के बाहर कोर सैंपलिंग
उच्च अंत पूरी तरह से स्वचालित कोर बॉक्स कोर शूटिंग मशीन। क्षैतिज मोल्ड विभाजनउपस्कर मॉडलYL1080H-40Aस्किड स्टीयर के बाहर कोर सैंपलिंगडिवाइस का नामपूरी तरह से स्वचालित कोल्ड कोर बॉक्स कोर इंजेक्शन मशीन। क्षैतिज वर्गीकरणयुक्ति विशेषताएँउत्कृष्ट ऊर्ध्वाधर सैंडब्लास्टिंग। मोल्ड का क्षैतिज बिदाईउत्पादकफुज......
जांच भेजें
उत्पाद वर्णन
उच्च अंत पूरी तरह से स्वचालित कोर बॉक्स कोर शूटिंग मशीन। क्षैतिज मोल्ड विभाजन
|
उपस्कर मॉडल |
YL1080H-40A स्किड स्टीयर के बाहर कोर सैंपलिंग |
|
डिवाइस का नाम |
पूरी तरह से स्वचालित कोल्ड कोर बॉक्स कोर इंजेक्शन मशीन। क्षैतिज वर्गीकरण |
|
युक्ति विशेषताएँ |
उत्कृष्ट ऊर्ध्वाधर सैंडब्लास्टिंग। मोल्ड का क्षैतिज बिदाई |
|
उत्पादक |
फुजियान प्रांत का "युली" ब्रांड |
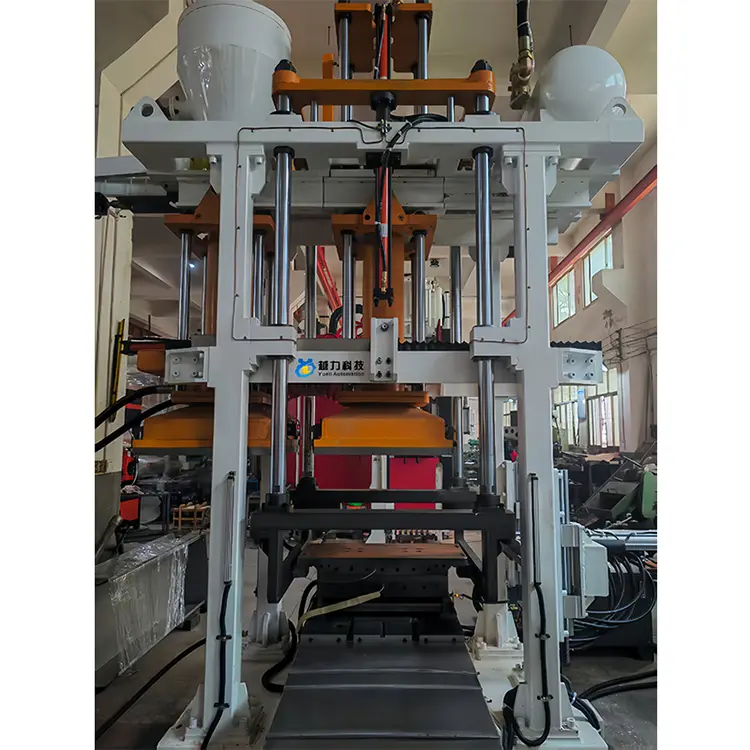
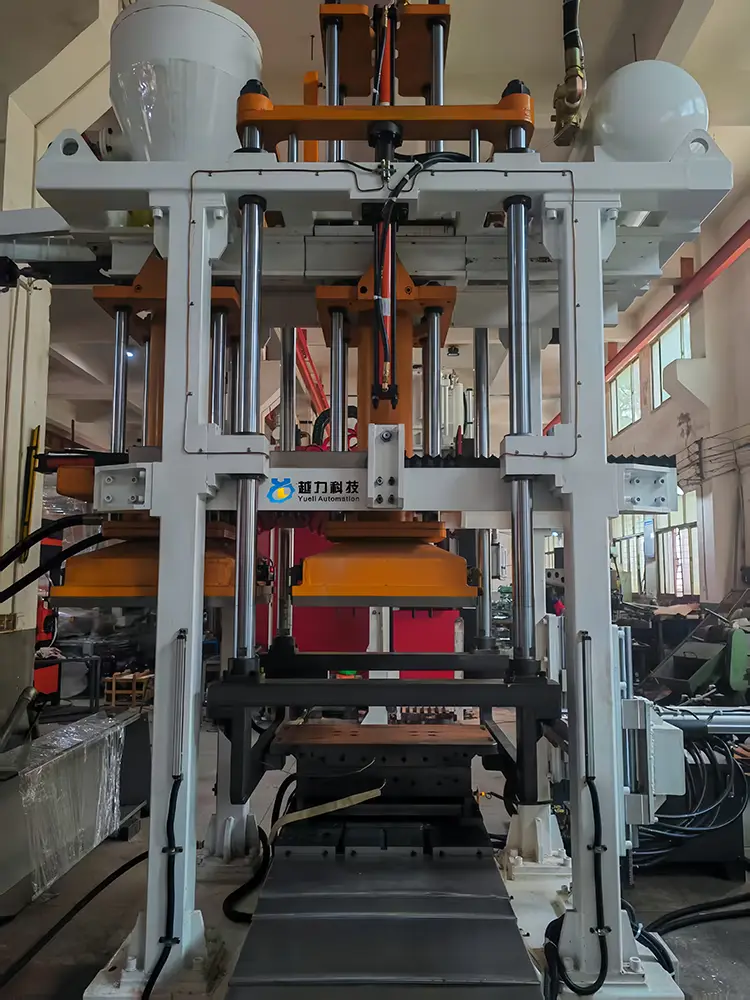
◆ उपकरण परिचय:
[पूरी तरह से स्वचालित कोल्ड कोर बॉक्स कोर शूटिंग मशीन। क्षैतिज मोल्ड बिदाई]
YL1080H-40A पूरी तरह से स्वचालित कोल्ड कोर बॉक्स कोर शूटिंग मशीन [उत्कृष्ट ऊर्ध्वाधर रेत शूटिंग। "मोल्ड का क्षैतिज बिदाई।
प्रोग्रामेबल पीएलसी प्रोग्राम कंट्रोल सिस्टम। सर्वो प्रिसिजन हाइड्रोलिक सिस्टम। रैखिक गाइड स्लाइडिंग मशीन के बाहर से कोर हटाने। लिफ्ट इंडक्शन रेत जोड़
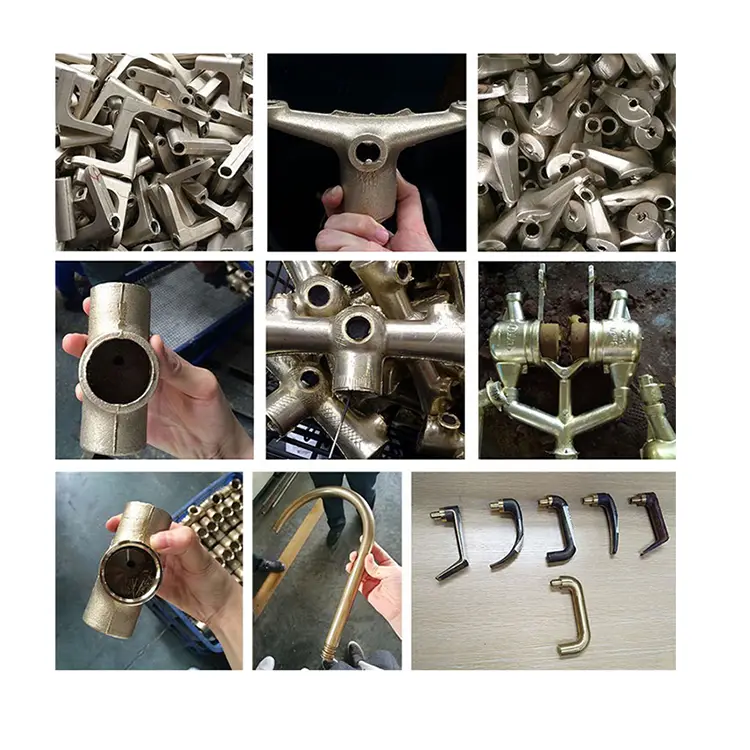
पूरी तरह से स्वचालित कोल्ड कोर शूटिंग मशीन (क्षैतिज मोल्ड बिदाई) में उत्कृष्ट ऊर्ध्वाधर रेत की शूटिंग भी है। मोल्ड का क्षैतिज बिदाई। कोर लेने के लिए निचले मोल्ड के सटीक रैखिक गाइड को हटा दिया जाता है। इंटेलिजेंट सेंसिंग सैंड एडिशन मशीन, पूरी तरह से स्वचालित/मैनुअल ऑपरेशन कोर बॉक्स कोर-मेकिंग उपकरण, मिश्रित कच्चे रेत को कोर बॉक्स में इंजेक्ट करने, गैस को उड़ाने और फिर तेजी से सख्त होने के सिद्धांत पर काम करता है, जिससे एक तंग और चिकनी सतह प्राप्त होती है। सटीक आयामों के साथ उच्च गुणवत्ता वाले रेत कोर शेल कोर उत्पादों का व्यापक रूप से उपयोग किया जाता है जैसे कि वाल्व फायर प्रोटेक्शन, कास्ट आयरन शेल मोल्ड स्टैक कास्टिंग, और नई ऊर्जा एल्यूमीनियम मिश्र धातुओं की सटीक कास्टिंग जैसे उद्योगों में व्यापक रूप से उपयोग किया जाता है।


◆ मुख्य उपकरण विनिर्देशों और मॉडल
①YL660H-25A ②YL870H-25A ③YL1080H-40A ④YL1210H-50A ⑤YL1512H-50A
◆ मुख्य उपकरण फ़ंक्शन [YL1080H-40A कोल्ड कोर। "स्किड स्टीयर के बाहर कोर सैंपलिंग।
1। उत्कृष्ट ऊर्ध्वाधर सैंडब्लास्टिंग। मोल्ड्स का क्षैतिज बिदाई। जर्मन सीमेंस नियंत्रण प्रणाली
2। इनोवेंस सर्वो प्रिसिजन हाइड्रोलिक सिस्टम, ताइवान एयरटैक प्रिसिजन वायवीय प्रणाली
3। कोर को लोअर डाई के सटीक रैखिक गाइड स्लाइडिंग मशीन के बाहर से लिया जाता है, और इंटेलिजेंट सेंसिंग सैंड एडिशन मशीन का उपयोग किया जाता है
4। उच्च-अंत पर्यावरण के अनुकूल कास्टिंग मशीन, समग्र उपकरण पैनल के लिए एक एकीकृत धुएं और धूल हटाने के डिजाइन के साथ
◆ मुख्य उपकरण तकनीकी पैरामीटर [YL1080H-40A कोर कोर] "स्किड स्टीयर के बाहर कोर नमूनाकरण।
| 1। अधिकतम रेत मोल्ड वजन | 50 किलोग्राम प्रति मोल्ड (रेत इंजेक्शन की मात्रा) |
| 2। अधिकतम मोल्ड आकार | 1000 × 800 × 700 मिमी |
| 3। मोल्ड माउंटिंग प्लेट के आयाम | 1000 × 800 मिमी [प्रभावी मोल्ड इंस्टॉलेशन स्पेस] |
| 4। प्रभावी सैंडब्लास्टिंग रेंज | 860 × 660 मिमी (रेत की सफाई डिवाइस के साथ) |
| 5। सिलेंडर दबाने वाले प्रेशर हेड का स्ट्रोक × 80 × 2 है | ≤500 मिमी [सर्वो प्रिसिजन हाइड्रोलिक] |
| 6। क्लैंपिंग सिलेंडर का स्ट्रोक × 80 × 2 है | ≤500 मिमी [सर्वो प्रिसिजन हाइड्रोलिक] |
| 7। अधिकतम मोल्ड खोलने का स्थान | 900 मिमी |
| 8। न्यूनतम मोल्ड समापन स्थान | 400 मिमी |
| 9। रेत हॉपर की रेत भंडारण क्षमता | 300 किलो |
| 10। त्रि -यूढ़ जनरेटर | डीजेड -40 ए |
| 11। उपकरण वोल्टेज | तीन-चरण AC380V.50Hz |
| 12। ड्राइविंग मोड | सर्वो प्रिसिजन हाइड्रोलिक सिस्टम + वायवीय |
| 13। कोर सैंपलिंग विधि | लोअर डाई रैखिक गाइड स्लाइडिंग मशीन/मशीन के बाहर मोल्ड इंस्टॉलेशन के बाहर कोर रिमूवल |
| 14। शीर्ष मोल्ड प्रकार: φ80 × 80 मिमी | ≤80 मिमी [सर्वो प्रिसिजन हाइड्रोलिक। यात्रा कार्यक्रम समायोज्य है |
| 15। उपकरण का शुद्ध वजन | 9000kg |
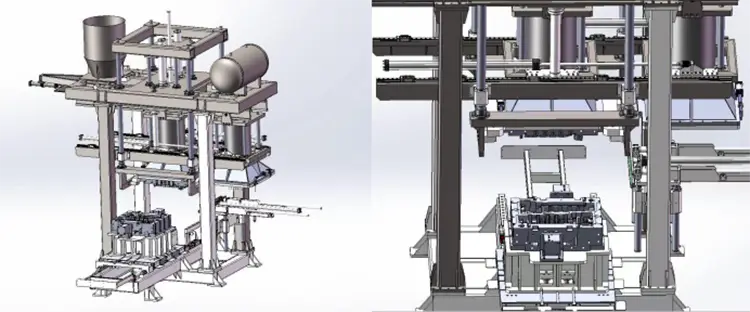
| 16। उपकरण आयाम | 4000 × 3300 × 3600 मिमी |
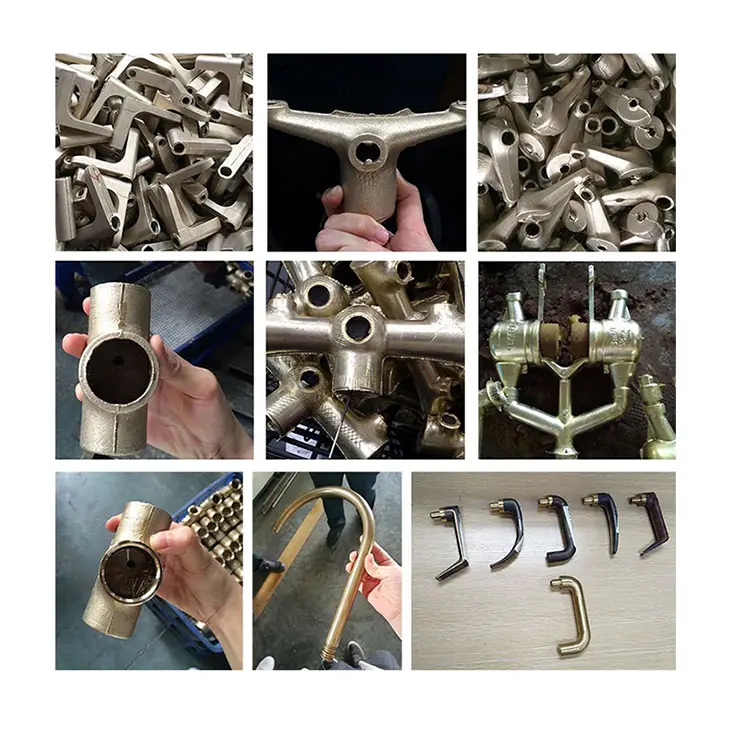
◆ रेत मोल्ड उत्पाद प्रदर्शन [YL1080H-40A कोल्ड कोर। "स्किड स्टीयर के बाहर कोर सैंपलिंग।



◆ उपकरण कार्य प्रक्रिया [YL1080H-40A कोल्ड कोर। "स्किड स्टीयर के बाहर कोर सैंपलिंग।
लोअर मोल्ड एंट्री → मोल्ड क्लोजिंग [डाउनवर्ड प्रेशर] → कॉम्बिनेशन मॉड्यूल एंट्री [कोर-पुलिंग मॉड्यूल] → रेत इंजेक्शन हेड एंट्री → रेत इंजेक्शन हेड डाउनवर्ड प्रेशर → रेत इंजेक्शन → रेत इंजेक्शन हेड एग्जॉस्ट → रेत इंजेक्शन हेड राइज़ → रेत इंजेक्शन हेड रिट्रेक्ट (रीसेट)/एयर इंजेक्शन हेड एंट्री → रेत इंजेक्शन हेड लोडिंग/मोल्डिंग
रेत स्क्रैपिंग (सफाई रेत) → एयर इंजेक्शन हेड का नीचे की ओर दबाव → एयर इंजेक्शन → रेत कोर का ठोसकरण → संयुक्त मॉड्यूल (कोर हटाने और रीसेट) → टॉप मोल्ड (मोल्ड में रेत मोल्ड शेष) → टॉप मोल्ड (रेत कोर डेमोल्डिंग) → दूसरा मोल्ड सैंडिंग → सैंडिंग कोर डिमोल्डिंग) → मशीन के बाहर कोर हटाने → → सुरक्षित कोर हटाने का समय → → कम मोल्ड शीर्ष कोर रीसेट करें
◆ उपकरण कॉन्फ़िगरेशन [YL1080H-40A कोल्ड कोर। "स्किड स्टीयर के बाहर कोर सैंपलिंग।
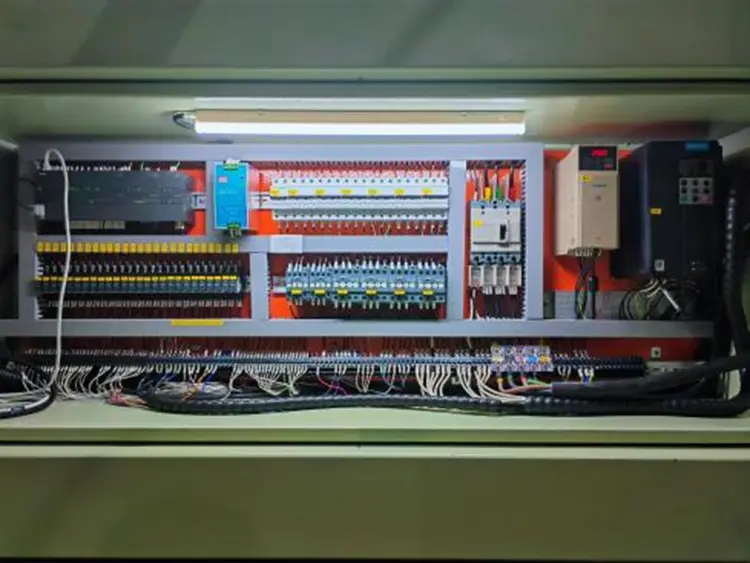
1। विद्युत नियंत्रण प्रणाली: जर्मनी के सीमेंस से उच्च अंत ऑपरेशन विद्युत नियंत्रण प्रणाली (टच स्क्रीन और प्रोग्राम स्प्लिट प्रकार)
सीमेंस सीरीज़ हाई-एंड स्विच बटन [स्टार्ट बटन, रोटरी गियर स्विच]
2। हाइड्रोलिक सिस्टम: Huichuan Servo Precision Stepless Speed Change Hydraulic System, Taiwan ब्रांड हाइड्रोलिक घटक
3। वायवीय प्रणाली: ताइवान AirTac परिशुद्धता वायवीय प्रणाली [सिलेंडर। विद्युत चुम्बकीय वाल्व। वायु स्रोत प्रक्रमक
4। एटमाइजेशन सिस्टम: शुद्ध आयातित जापानी एसएमसी प्रिसिजन एटमाइजेशन ट्रीटमेंट सिस्टम। एसएमसी कोर वायवीय घटक
5। कम-वोल्टेज विद्युत उपकरण: स्नाइडर कम-वोल्टेज विद्युत उपकरण। ओम्रोन निकटता स्विच। ताइवान मिंगवेई पावर स्विच
5। सुरक्षा नियंत्रण: उद्घाटन और समापन मोल्ड के चलते हुए भाग आगमनात्मक सुरक्षा प्रकाश पर्दे से सुसज्जित हैं
6। स्नेहन प्रणाली: उद्घाटन और समापन मोल्ड के मुख्य चलती हिस्से एक स्वचालित तेल इंजेक्शन स्नेहन प्रणाली से सुसज्जित हैं
7। दबाव प्रदर्शन: उपकरण और रेत की शूटिंग दबाव का एक्शन प्रेशर स्वतंत्र रूप से प्रदर्शित होता है
8। उपकरण उपस्थिति: पाउडर कोटिंग और बेकिंग वार्निश। उच्च अंत पेंट सतह उपचार
◇ अन्य विस्तृत विन्यास:
[१] पीएलसी टच स्क्रीन: सीमेंस, जर्मनी
[२] प्रोग्राम सेंटर प्रोसेसर: सीमेंस, जर्मनी
[३] पुश-बटन स्विच: सीमेंस, जर्मनी
[४] एसी कॉन्टैक्टर: श्नाइडर
[५] रिले: श्नाइडर
[६] निकटता स्विच ऑम्रोन
[[] स्विचिंग बिजली की आपूर्ति: मिंगवेई, ताइवान
◆ मुख्य विशेषताएं और उपकरणों की फायदे [YL1080H-40A कोर कोर। "स्किड स्टीयर के बाहर कोर सैंपलिंग।
◇ सटीक और स्थिरता: YL1080H-40A कोर कोर शूटिंग मशीन की समग्र संरचना उत्कृष्ट और सख्त विनिर्माण प्रक्रियाओं के साथ, सटीक और स्थिरता के एक उच्च-मानक यांत्रिक संरचना डिजाइन सिद्धांत को अपनाती है। यह उच्च-सटीक परिशुद्धता प्रसंस्करण उपकरणों का उपयोग करता है, और चलती भागों की संरचना अत्यधिक सटीक है। पूरी मशीन संरचना लंबे समय तक स्थिर और टिकाऊ है।
◇ उत्कृष्ट सैंडब्लास्टिंग: YL1080H-40A कोल्ड कोर सैंडब्लास्टिंग मशीन में एक उत्कृष्ट ऊर्ध्वाधर सैंडब्लास्टिंग विधि है, जो उपकरणों के दबाव-पकड़ शूटिंग पर निर्भर है
रेत का सिद्धांत और राल रेत का प्राकृतिक गुरुत्वाकर्षण प्रभाव; मोल्ड एक साथ तीन पक्षों पर एक तेजी से और चिकनी निकास विधि से सुसज्जित है। कोर-मेकिंग प्रक्रिया कम से कम समय में मोल्ड गुहा को भर सकती है। रेत कोर तंग, पूर्ण और चिकनी है, और कोर-मेकिंग उपज अधिक है।
◇ बुद्धिमान और कुशल: YL1080H-40A कोल्ड कोर कोर शूटिंग मशीन में उच्च स्तर की स्वचालन है। यह निचले मोल्ड से कोर को हटाने के लिए सटीक रैखिक गाइडों से सुसज्जित है, जिससे कोर को हटाने में आसान और अत्यधिक स्वचालित बनाया जाता है। यह एक व्यक्ति को कई मशीनों को संचालित करने में सक्षम बनाता है, स्थिरता, चिकनाई, दक्षता और सुरक्षा सुनिश्चित करता है।
उच्च उपज दर: YL1080H-40A कोर कोर शूटिंग मशीन में एक उत्कृष्ट ऊर्ध्वाधर रेत शूटिंग विधि, उच्च-अंत सटीक यांत्रिक संरचना, उच्च सीलिंग प्रदर्शन, मजबूत रेत शूटिंग बल, तंग और चिकनी रेत कोर, सटीक आयाम, और उच्च गुणवत्ता वाले रेत कोर के साथ उच्च गुणवत्ता वाले रेत कोर हैं। यह प्रभावी रूप से कास्टिंग के मशीनिंग भत्ते को नियंत्रित कर सकता है।
◇ उच्च-अंत पर्यावरण संरक्षण: YL1080H-40A कोल्ड कोर कोर इंजेक्शन मोल्डिंग मशीन कास्टिंग मशीनों के लिए उच्च पर्यावरण संरक्षण मानकों को अपनाती है। उपकरण डिजाइन प्रक्रिया के दौरान, उत्पादन प्रक्रिया के दौरान धुएं और धूल के लिए उच्च पर्यावरण संरक्षण आवश्यकताओं को बड़े पैमाने पर और सावधानीपूर्वक माना जाता था। धुएं और धूल को उपचार के लिए समान रूप से एकीकृत किया गया था, और डिजाइन किए गए उच्च पर्यावरण संरक्षण कास्टिंग मशीन ने कास्टिंग कार्यशाला के पर्यावरण में प्रभावी रूप से सुधार किया।
◇ उत्तम और टिकाऊ: YL1080H-40A कोर कोर शूटिंग मशीन की डिजाइन प्रक्रिया ने उपकरणों के सेवा जीवन को पूरी तरह से ध्यान में रखा है। विभिन्न घटकों को विभिन्न उपयोग आवश्यकताओं के आधार पर उच्च मानकों और उचित सामग्रियों के साथ निर्मित किया जाता है। गर्मी उपचार आवश्यकताओं और उपस्थिति विवरणों को अच्छी तरह से संभाला जाता है, यह सुनिश्चित करते हुए कि उपकरण लंबे समय तक अपनी सटीकता बनाए रख सकते हैं, स्थिर और सुचारू रह सकते हैं, और उत्तम विवरण हैं।
◇ लागू सामग्री: शॉट सूखी रेत [सूखी फेनोलिक राल रेत]

◆ उपकरण संचालन और उपयोग:
(1) जांचें कि क्या हवा का सेवन पाइप और बिजली की आपूर्ति (तीन-चरण 380V, 50Hz) ठीक से जुड़ी हुई है।
(2) स्थापना के बाद उपकरण पर धूल निकालें। उपकरण और अन्य sundries।
⑶ क्या उपकरण प्रारंभिक स्थिति में है जब ऑपरेटरों की सुरक्षा सुनिश्चित करने के लिए मोल्ड खोला जाता है।
⑷ मशीन पर मोल्ड (कोर बॉक्स) स्थापित करें; किसी भी परिस्थिति में, एयर वाल्व (उपकरण को हवा की आपूर्ति) खोलने से पहले, स्थापना रॉड को क्षति से बचने और कर्मियों की सुरक्षा सुनिश्चित करने के लिए मशीन वर्कटेबल और रेत इंजेक्शन सिर के बीच की जगह में धकेल दिया जाना चाहिए।
⑸ मुख्य पावर स्विच और सभी कंट्रोल सर्किट स्विच को बंद करें, और लाइटिंग वर्क लाइट्स की जांच करें। जांचें कि क्या नियंत्रण कक्ष पर पावर सिग्नल लाइट सामान्य है।
(६) मुख्य सेवन वाल्व खोलें और जांचें कि क्या हवा के पाइप में हवा का दबाव 6 से 7kpa की सामान्य सीमा के भीतर है।
मशीन के ऑपरेशन मोड को मैनुअल मोड पर स्विच करें और मैन्युअल रूप से डिबग करें कि क्या मशीन का प्रत्येक चलती हिस्सा सुचारू रूप से और सामान्य रूप से संचालित होता है।
मोल्ड ओपनिंग और क्लोजिंग क्रियाएं चिकनी हैं या नहीं, मोल्ड की विशेषताओं के अनुसार एक उचित मोल्ड खोलना और समापन समय निर्धारित करें
② जाँच करें कि संयुक्त मॉड्यूल के अग्रिम और पीछे हटने की क्रियाएं सुचारू हैं या नहीं। मॉड्यूल की यात्रा के आधार पर उचित अग्रिम और रिट्रीट समय सेट करें
③ रेत की शूटिंग हेड के अग्रिम और रिट्रीट एक्शन चिकनी हैं या नहीं, रेत की शूटिंग हेड के स्ट्रोक के अनुसार एक उचित अग्रिम और पीछे हटने का समय निर्धारित करें
④ सैंडब्लास्टिंग ऑपरेशन सामान्य है या नहीं, सैंडब्लास्टिंग कार्य के लिए मोल्ड की विशेषताओं के अनुसार एक उचित सैंडब्लास्टिंग समय निर्धारित करें
⑤ क्या रेत इंजेक्शन के सिर का निकास ठीक से काम कर रहा है, आमतौर पर सैंड बॉक्स निकास समय के लिए 8 से 10 सेकंड में सेट किया जाता है
⑥ क्या निचले मोल्ड के अग्रिम और रिट्रीट क्रियाएं चिकनी हैं या नहीं, निचले मोल्ड के स्ट्रोक के अनुसार एक उचित अग्रिम और रिट्रीट समय निर्धारित करें
⑦ जांचें कि क्या बेदखलदार कार्रवाई सामान्य है और कोर ठीक से काम कर रहा है। मोल्ड की विशेषताओं के अनुसार एक उचित कोर इजेक्टर समय निर्धारित करें
⑧ ऑपरेशन मोड को एकल ऑपरेशन में स्विच करें, और मशीन स्वचालित रूप से साइकिल चलाएगी और लोड के बिना कई बार चलाएगी। जांचें कि क्या मशीन के सभी कार्यों को समन्वित, व्यवस्थित, स्थिर और सुचारू हैं।
◆ ऑपरेशन प्रक्रिया के दौरान सावधानियां:
परीक्षण चलाने से पहले, मशीन पर धूल को हटाना और ऑपरेशन के दौरान खराबी को रोकने के लिए उस पर छोड़े गए किसी भी उपकरण या अन्य मलबे को दूर करना आवश्यक है।
ऑपरेशन शुरू करने से पहले, मशीन के सभी हिस्सों में बोल्ट की स्थिति को सावधानीपूर्वक जांचना और यह सुनिश्चित करना आवश्यक है कि उन्हें कड़ा कर दिया जाए।
⑶ ऑपरेशन शुरू करने से पहले, जांचें कि क्या सभी चलती भाग प्रारंभिक सामान्य स्थिति में हैं।
⑷ मशीन की विफलता के मामले में, इसे तुरंत रोक दिया जाना चाहिए, स्टॉप बटन दबाया गया, बिजली और गैस की आपूर्ति में कटौती, और रखरखाव किया गया। ⑸ यह अक्सर यह जांचना आवश्यक है कि क्या विद्युत सर्किट जोड़ ढीले हैं और क्या मशीन के घटक क्षतिग्रस्त हैं।
(६) गैर-पेशेवरों को विद्युत नियंत्रण कैबिनेट को खोलने या किसी भी विविध आइटम को अंदर रखने की अनुमति नहीं है।
किसी को प्रशिक्षण से गुजरना चाहिए और इसे संचालित करने की अनुमति देने से पहले मशीन की संरचना, कार्य सिद्धांत और संचालन नियमों से परिचित होना चाहिए। किसी और को वसीयत में मशीन संचालित करने की अनुमति नहीं है।
◆ उच्च-गुणवत्ता पूरी तरह से स्वचालित ऊर्ध्वाधर कोर शूटिंग मशीन उत्पादन लाइन:
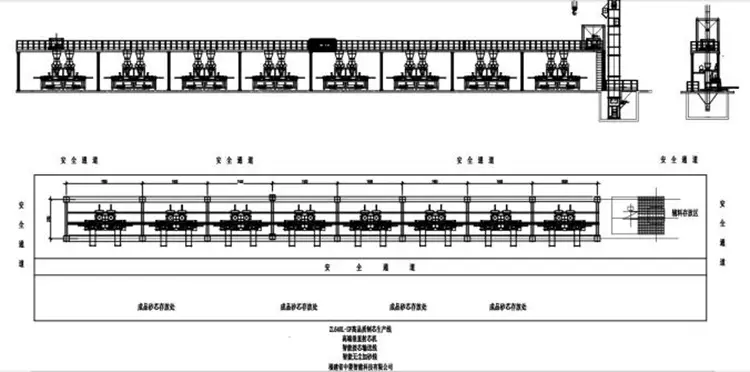
मामले की विशेषताएं:
① उच्च गुणवत्ता, उच्च-बुद्धिमान और उच्च-पर्यावरण संरक्षण कास्टिंग मशीन। पूरा पैनल धूम्रपान और धूल हटाने के कार्यों को एकीकृत करता है।
② कन्वेयर बेल्ट के लिए बुद्धिमान निरंतर कोर कनेक्शन। उपकरण में उच्च स्तर का स्वचालन होता है। श्रम को बचाओ
③ एलेवेटर + प्रिसिजन ट्रैक इंटेलिजेंट सेंसिंग रेत जोड़। कार्यशाला कुशल, सुविधाजनक और स्वच्छ है
④ कोर-मेकिंग वर्कशॉप की समग्र पर्यावरण संरक्षण प्रणाली। उच्च दक्षता धूम्रपान और धूल हटाने। कार्यशाला पर्यावरण संरक्षण मानकों
⑤ कोर-मेकिंग एरिया डेटा स्टोरेज और आउटपुट। चिप निर्माण के डिजिटलाइजेशन का एहसास करें। सूचना-आधारित प्रबंधन।
हॉट टैग:
संबंधित श्रेणी
गुरुत्वाकर्षण कास्टिंग मशीन
जिंक कास्टिंग मशीन
कोर शूटर मशीन
इलेक्ट्रिकल फर्नेस
अन्य कास्टिंग मशीन
कास्टिंग मशीन
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।